欢迎来到盐山昱通螺旋钢管实体生产企业!



欢迎来到盐山昱通螺旋钢管实体生产企业!

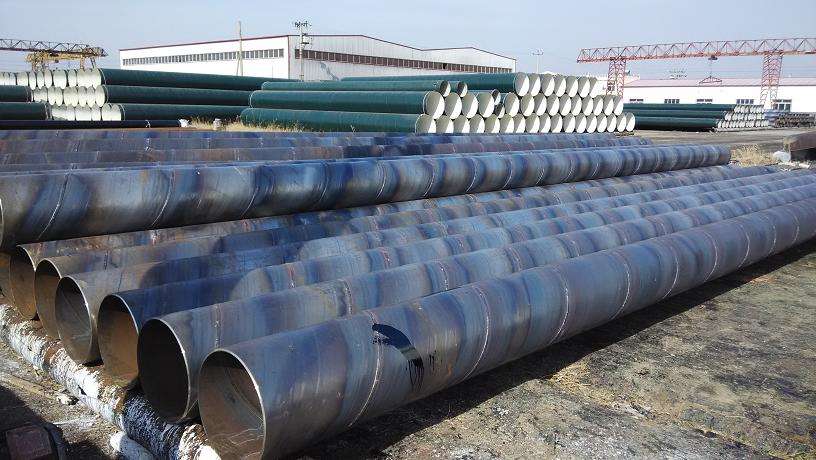
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
139-0327-6700
151-3081-0000
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
×139-0327-6700
螺旋钢管进入钢结构单元,多通道辊轧带钢逐渐卷起,缝隙形成有开口的圆管,挤压辊压下量调整,焊缝间隙控制在1〜3mm,焊缝平齐。
1.如果间隙太大,导致减小邻近效应,涡流缺乏热量,间接不利于焊接晶体结合而引起的熔合或开裂。
2.间隙过小,造成邻近效应增大,焊接热量过多,引起焊缝烧毁;焊缝或挤压,凹坑形成后轧制,影响焊缝表面质量。
在钢管的两个边缘在挤压辊的挤压中加热到焊接温度后,螺旋管形成共同的金属颗粒相互渗透,结晶,最终形成牢固的焊接。如果螺旋管的挤出压力过小,则共晶形成的数量少,焊接金属强度受力降低会产生裂纹;如果按压力太大,将使熔融金属被挤出焊接,不仅降低了焊接强度,而且会产生大量的内外毛刺,甚至引起焊接缝制等缺陷。

© 2019-2026 YuTongPipe Inc. 盐山昱通管道有限公司