欢迎来到盐山昱通螺旋钢管实体生产企业!



欢迎来到盐山昱通螺旋钢管实体生产企业!

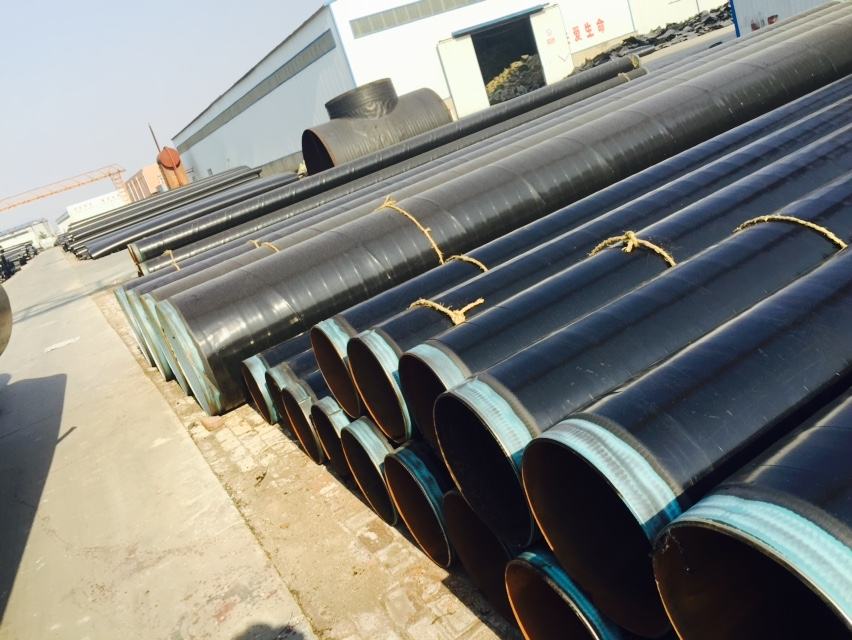
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
139-0327-6700
151-3081-0000
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
×139-0327-6700
3pe防腐钢管焊接时的3点注意事项:
1.从焊缝打磨开始到聚乙烯倒角,应在与管体相同的聚乙烯层上形成平坦的截面,并且焊缝的高度不应超过10-20mm以确保聚乙烯凹槽在管端进行挤压粘合。质量。
2.磨削后的焊缝剩余高度应尽可能与管体齐平,并且不应有明显的剩余高度以防止在倒角聚乙烯层时将环氧粉末打磨掉。
3.焊缝未削尖的顶部和削尖的部分之间的过渡部分的倒角应与聚乙烯层的倒角(≤30°)相同,以便挤压辊的压力均匀地作用在聚乙烯层上。施压。为了防止聚乙烯层由于防腐蚀层在倾斜表面上的不良粘附而翘曲。
4.环氧粉末涂料的其余部分只有在受到充分保护的情况下,才可以延迟由管道末端的腐蚀引起的翘边。国产管端聚乙烯斜面加工采用线轮打磨的方法,会损坏环氧粉末涂料。斜面应加工。应限制刀片的底部边缘,以控制工具的深度,以防止损坏环氧粉末涂料。

© 2019-2026 YuTongPipe Inc. 盐山昱通管道有限公司