欢迎来到盐山昱通螺旋钢管实体生产企业!



欢迎来到盐山昱通螺旋钢管实体生产企业!

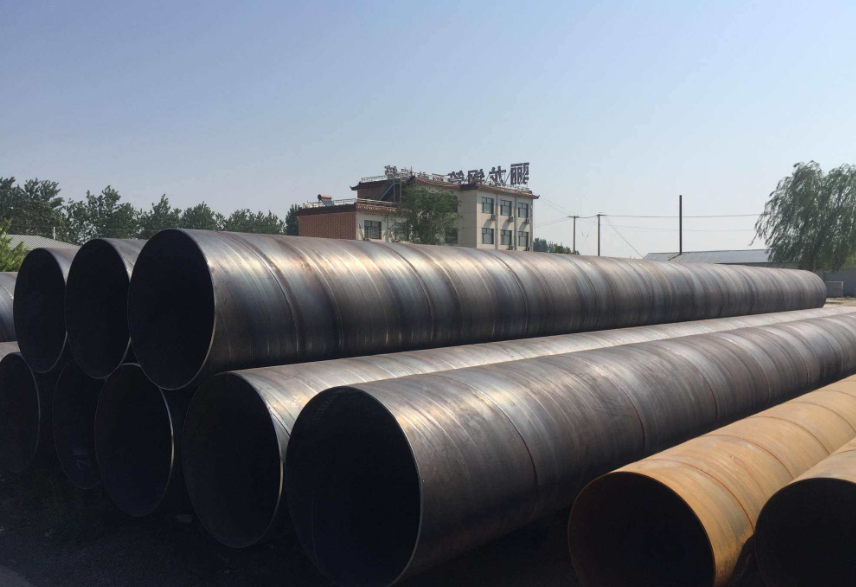
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
139-0327-6700
151-3081-0000
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
×139-0327-6700
双面埋弧焊螺旋钢管管端焊缝X光无损探伤检测方法:
1、用标准样品调整探伤灵敏度,将人工缺陷的最大反射波调整到全振幅的80%。
在实际检测中,6dB作为搜索灵敏度增加。发现缺陷后,将其与样本管进行比较,然后确定发现分层缺陷,如果超过标准,则直接确定并切割。标准样品的垂直和水平人工缺陷为N5沟槽,模拟35×8层缺陷的人工沟槽,深度为壁厚的1/2 ~ 1/4。
2、当使用单斜探头或双斜探头检测纵向缺陷时,探头沿钢管圆周运动,检测范围至少为400mm,且每次扫描应具有10%的覆盖率,探伤速度不应大于50mm/s;检测横向缺陷时,应使用单斜探头。探头应沿钢管的轴向移动。管端的检测范围应至少为400毫米。每次扫描覆盖率为10%,探伤速度不大于50毫米/秒;当检测分层缺陷时,应使用直探头或双晶体直探头。探头应沿钢管的圆周方向或轴向移动,检测范围至少为50毫米,每次扫描的覆盖率为10%,探伤速度不大于150毫米/秒
3、每次扫描前,应在管端的1/3圆周上做标记。每次扫描的范围应为钢管周长的1/3,以确保100%覆盖钢管的整个周长。
4、在实际检测过程中,将探伤仪的门设置为80%,确保宽度至少包含两个回波,并使用至少一个声光报警器。
5、探伤发现缺陷后,可采用以下两种处理方法:打磨和侦察,直接切割。
6.有超标缺陷的钢管应清楚标记,并用足以显示双面埋弧焊螺旋钢管状态的各种符号或标记进行标记。
7、双面埋弧焊螺旋钢管的壁厚应在管端400毫米内逐个测量。每根双面埋弧焊螺旋钢管应在截面的4个点以90度的间隔进行测量。双面埋弧焊螺旋钢管的探伤和厚度测量应逐一记录。
8、每班探伤开始和结束时,应使用标准样品检查探伤灵敏度,连续工作4小时后应重新检查探伤灵敏度。如果4小时验证不合格,应对4小时前检测到的双面埋弧焊螺旋钢管进行复检。
根据盐山瑞通钢管制造有限公司双面埋弧焊螺旋钢管的质量检验结果,双面埋弧焊螺旋钢管通常分为合格产品、修复产品和废品三类。合格产品是指外观质量和内部质量符合交付验收相关标准或技术条件的双面埋弧焊螺旋钢管。修复产品是指外观质量和内部质量不完全符合标准和验收标准,但允许修复,修复后能达到标准和验收标准的双面埋弧焊螺旋钢管。报废是指外观和内部质量不合格、不允许修理或修理后达不到标准和验收条件的双面埋弧焊螺旋钢管。

© 2019-2026 YuTongPipe Inc. 盐山昱通管道有限公司