欢迎来到盐山昱通螺旋钢管实体生产企业!



欢迎来到盐山昱通螺旋钢管实体生产企业!

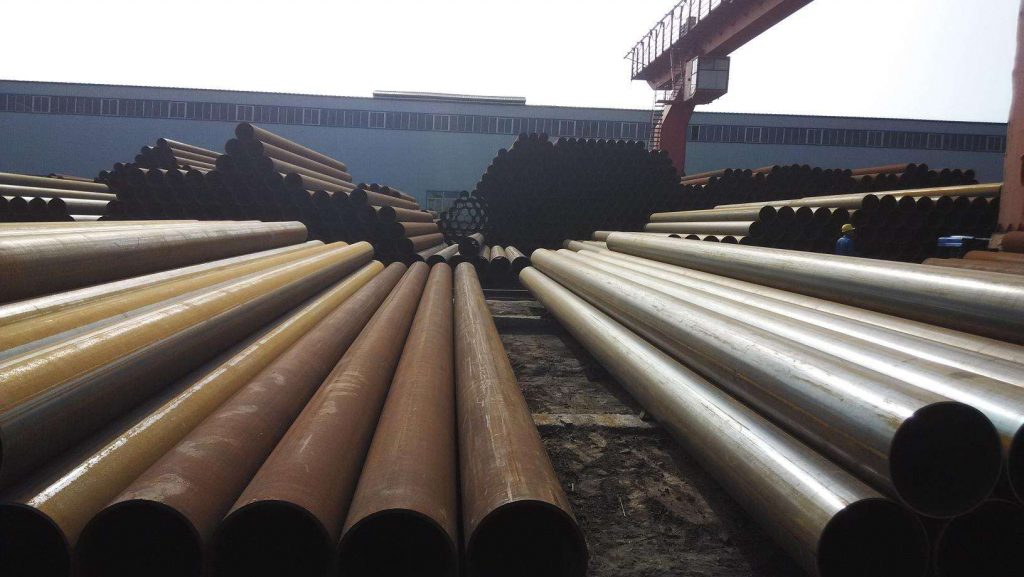
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
139-0327-6700
151-3081-0000
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
×139-0327-6700
直缝埋弧焊钢管是一种由JCOE或UOE成型技术热轧的钢板制成的SAW管。JCOE技术代表了制造过程中涉及的成型和成形过程,以及焊接后进行的内部和外部焊接以及冷膨胀。
直缝埋弧焊大直径钢管的制造过程按以下步骤进行说明:
1.平板探针:用于进入大生产线的LSAW接头后,即进入生产线,这是最初的全板超声测试。
2.铣削:用于铣削的机器通过两边铣削板执行此操作,以满足板宽和侧面平行于形状和程度的要求。
3.预弯曲面:通过在预弯曲板边缘上使用预弯曲机来实现此面。板边缘需要满足曲率要求。
4.成型:在预弯曲步骤之后,在JCO成型机的前半部分中,在冲压钢板之后,将其压制成“ J”形,而在同一钢板的另一半上,将其弯曲并压入制成“ C”形,最后的开口形成“ O”形。
5.预焊接:这是在将焊管钢形成后制成直缝,然后使用气焊缝(MAG)进行连续焊接。
6.内部焊缝:这是通过在直缝焊钢管的内部串联多焊丝埋弧焊(约四根焊丝)完成的。
7.外部焊缝:外部焊缝是LSAW钢管焊接外部的串联多丝埋弧焊。
8.超声波测试:直缝焊接钢管的内外表面以及基材的两侧均经过100%检查。
9. X射线检查:使用图像处理系统在内部和外部进行X射线工业电视检查,以确保具有检测灵敏度。
10.扩展:用于完成埋弧焊和直缝钢管长度孔的直径,以提高钢管的尺寸精度并改善钢管中的应力分布。
11.液压试验:在扩大了根系试验后,在钢管的液压试验机上进行,以确保钢管符合标准要求,并且该机器具有自动记录和存储功能。
12.倒角:这涉及在整个过程结束时对钢管进行的检查。

© 2019-2026 YuTongPipe Inc. 盐山昱通管道有限公司