欢迎来到盐山昱通螺旋钢管实体生产企业!



欢迎来到盐山昱通螺旋钢管实体生产企业!

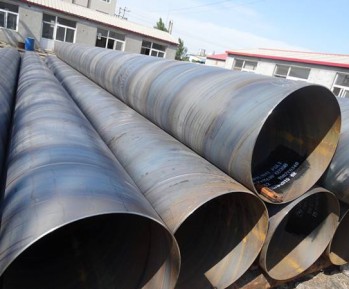
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
139-0327-6700
151-3081-0000
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
×139-0327-6700

螺旋缝埋弧焊钢管,采用热轧钢带作管坯,经过成型器常温螺旋成型,成型缝采用自动埋弧焊法焊接,内外焊缝各不少于一道。由于是螺旋成型,只要改变成型角度,就可以用同一宽度的带钢生产出不同口径的钢管,有利于多品种钢管的生产。焊接实现自动化且电流比较大,所以焊接效率比较高;
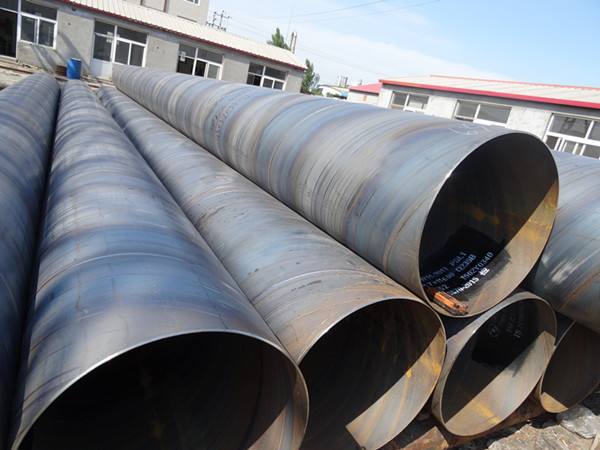
螺旋管焊缝缺陷为斜缺陷,在使用过程中,钢管轴线方向的当量缺陷长度比直缝管小,直缝管所受的主应力恰恰垂直于管材抗冲击能力低的方向,而螺旋管则错开了管材抗冲击能力低的方向;采用埋弧焊工艺,电弧和熔化金属被焊剂保护起来,焊接质量较高,焊缝的抗拉强度和冲击韧性都比较好,再加上内外焊缝重叠,大大增加了钢管的承压能力,可与无缝管媲美。
当螺旋焊缝附存在与之相行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的应力,所以焊缝处于垂直应力这一方向时承受载荷。即直缝承受的载荷,环向焊缝承受的载荷小,螺旋缝介于二者之间。·静压强度经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与压力实测值和理论值基本吻合,偏差接。但无论是屈服压力还是压力,螺旋焊管均低于直缝焊管。

您与我们产品的距离只差一键!

© 2019-2026 YuTongPipe Inc. 盐山昱通管道有限公司