欢迎来到盐山昱通螺旋钢管实体生产企业!



欢迎来到盐山昱通螺旋钢管实体生产企业!

专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
139-0327-6700
151-3081-0000
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
×139-0327-6700
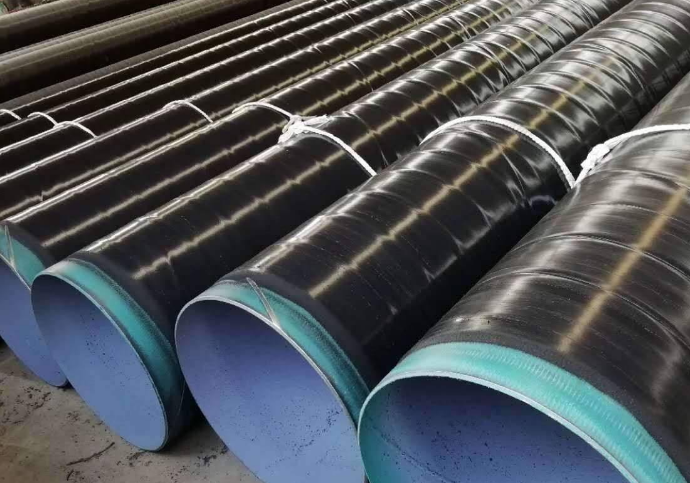
三层聚乙烯(3PE)防腐涂料以其良好的耐腐蚀性、耐水汽渗透性和力学性能,在石油管道行业得到了广泛的应用。这种防腐涂层钢管端部容易因腐蚀而出现翘曲问题。
经分析,3PE防腐层钢管在打磨预留段聚乙烯层的坡口时,管端焊缝高度未打磨或地面不平整,会造成管端出现环氧粉末。焊缝底部的聚乙烯底部要磨损。防腐管长期露天堆放时,焊缝表面金属会先腐蚀,造成3PE防腐层翘曲现象。
3PE防腐层端部避免翘曲的措施有:
1、在不影响喷嘴焊接的情况下,聚乙烯层端部环氧粉末的预留长度应适当增加至防止钢管堆放时间长,管端金属腐蚀严重造成3PE防腐翘曲。
2、防腐管道长期露天堆放时,应在管端覆盖,防止雨水腐蚀,造成管端严重腐蚀。
3、若管道施工周期较长,可在管端裸露金属上涂刷可焊防锈漆,防止3PE防腐层在储存过程中因腐蚀而翘曲。
4、严格控制管端预留焊缝的打磨质量。焊缝处聚乙烯坡口外侧与管体其他部位相同。环氧树脂粉的长度要保持在20mm以上,以免焊缝处的环氧树脂粉底先被腐蚀,造成3PE防腐层翘曲。管端焊缝打磨时应注意:
1)从焊缝打磨开始到聚乙烯倒角,应有10-20mm的聚乙烯层平整段,无多余焊缝高度和聚乙烯层相同作为管体,保证管端聚乙烯槽的挤压和粘接质量。
2)焊缝打磨后的补强物应尽量与管体齐平,不得有明显的补强物,以免打磨聚乙烯层倒角时环氧粉被打磨掉。
3)焊缝未修整顶部和修补处过渡段的倒角也应与聚乙烯层的倒角相同(≤30°),使挤压辊的挤压力均匀施加到聚乙烯层 防止聚乙烯层因凹槽处防腐层附着力差而卷曲。
5、预留部分的环氧粉末涂层只有在保护完整的情况下才能延缓管端腐蚀引起的翘边。国产管端聚乙烯坡口加工全部采用钢丝轮抛光,会损坏环氧粉末涂层。应改为加工凹槽,刀口底层应有装置限制,以控制刀具的切削深度,以免损坏环氧粉末涂层。
提示:3PE防腐螺旋钢管(ssaw)防腐结构:第一层环氧粉末(FBE>100um),第二层粘合剂(AD)170~250um,第三层聚乙烯(PE)1.8~3.7mm。三种材料与钢管融为一体,牢固结合,形成优良的防腐层。管径范围从Φ60到Φ1420。
2PE防腐管道双层PE防腐结构:第一层粘合剂(AD),第二层聚乙烯(PE),两种材料一体,每层厚度与三层相同体育。

© 2019-2026 YuTongPipe Inc. 盐山昱通管道有限公司