欢迎来到盐山昱通螺旋钢管实体生产企业!



欢迎来到盐山昱通螺旋钢管实体生产企业!

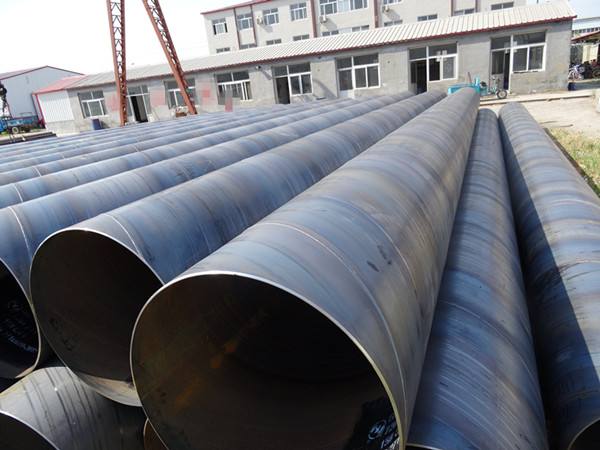
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
139-0327-6700
151-3081-0000
专业生产销售大口径厚壁国标螺旋钢管,厂内加工防腐/保温/涂塑
×139-0327-6700
低压流体输送用螺旋钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,建筑施工中用的钢脚手架等。用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工时间,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。
加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面,有其他工艺无法比拟的优势,可满足用户在螺旋钢管规格方面更多的要求。 排水用螺旋钢管气焊时,焊件受热范围大,加上焊接速度慢,使金属受热体积增大,导致焊后变形大。而电弧焊尽管热源温度高,但由于热源较集中,焊接速度远大于气0焊,所以焊件受热面相对较小,焊后变形也较小。
焊接工艺参数,主要是指焊接电流和焊接速度,两者直接影响焊接线能量的大小。排水用螺旋钢管厂一般焊后变形随着焊接电流的增大而增大,随首焊接速度的增大而减小。焊接方向对一条直缝来说,如果采用按同一方向从头至尾的焊接方法(直通焊),其焊缝越长,焊后变形也越大。
排水用螺旋钢管厂这是由于连续焊接时输入热量多加之加热与冷却的先后时间不同,在膨胀,收缩过程中所受到的拘束程度不同而引起的。焊接结构的自重和形状,自重较大或形状较长的焊件,螺旋钢管厂其焊后变形志越大。另外,如焊缝装配间隙过大,坡口角过大,均会增加焊后的变形量。

© 2019-2026 YuTongPipe Inc. 盐山昱通管道有限公司